
Milling cutters are generally multi-flute tools with high productivity due to the large number of teeth participating in cutting at the same time, long cutting edges, and the ability to use higher cutting speeds. The application of different milling cutters can process flat surfaces, grooves, steps, etc., as well as gears, threads, teeth of spline shafts and various shaped surfaces.
Structure of milling cutter
Take the indexable milling cutter as an example.
1)Main geometric angle
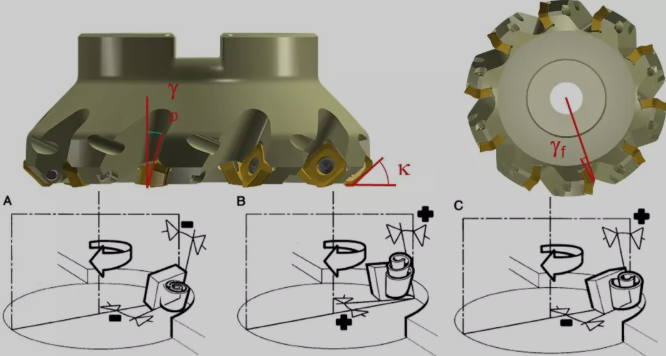
The milling cutter has one main deflection angle and two front angles, one is called axis forward angle and one is called radial forward angle.
The radial front angle γf and the axial front angle γp, the radial front angle γf mainly affects the cutting power; the axial front angle γp affects the formation of chips and the direction of axial force, when γp is a positive value the chips fly away from the processing surface.
Front angle (front tool face contact surface)
Negative front angle: for steel, steel alloys, stainless steel, cast iron
Positive front angle: for viscous materials and some high temperature alloys
Center front angle: for turning threads, cutting grooves, profiling and forming tools.
Adopt negative front angle as far as possible.
2) Milling tool geometry
First: Positive angle - Positive angle
Light and fast cutting, smooth chip removal but poor cutting edge strength. Suitable for processing soft materials and stainless steel, heat-resistant steel, ordinary steel and cast iron, etc. This form should be preferred in low power machine tools, process system rigidity is not enough, and when there is chip tumor generation.
Advantages
High impact resistance with negative inserts for rough milling of cast steel, cast iron and high hardness, high strength steel.
However, high milling power consumption and extremely good process system rigidity are required.
Advantages.
+ Cutting edge strength
+ Productivity
+ Pushing the workpiece to the machine table
Disadvantages.
- Higher cutting forces
- Chip blockage
Finally: positive angle - negative angle
+ Smooth cutting
+ Smooth chip removal
+ Good surface roughness
Disadvantages.
- Cutting edge strength.
- Not favorable for plunge contact.
- Workpiece comes off the machine table.
Next: Negative angle- Negative angle
The cutting edge is more impact resistant and the cutting edge is sharper. Suitable for machining steel, cast steel and cast iron. It is also more effective when milling with a large margin
Advantages.
+ Smooth chip removal
+ Favorable cutting forces
+ Wide range of applications
3) Milling tool tooth pitch
1)Dense teeth: high speed feeding, high milling force and small chip space.
2)Standard teeth: regular feeding speed, milling force and chip space.
(3) Sparse teeth: low speed feed, less milling force and large chip space.
If the milling cutter is not equipped with a special trimmer insert, the surface roughness depends on whether the feed per revolution exceeds the width of the trimmer plane of the insert.
Number of teeth.
-sparse or standard teeth for groove milling (safety)
-Dense teeth for contour milling (productivity)
Types and uses of milling cutters
The types of milling cutters can be divided into sharp-tooth milling cutters and spade tooth milling cutters according to the structure of the cutter teeth. According to the relative position of the cutter teeth and the axis of the milling cutter, they can be divided into cylindrical milling cutters, angle milling cutters, face milling cutters, forming milling cutters, etc. According to the shape of the cutter teeth can be divided into straight tooth milling cutter, spiral tooth milling cutter, angular tooth milling cutter curve tooth milling cutter. According to the structure of the tool, it can be divided into integral milling cutter, combined milling cutter, group or set of milling cutter, inserted tooth milling cutter, welded milling cutter, indexable milling cutter and so on. However, it is usually divided by the back of the cutting tool teeth processing form.
(3) Keyway milling cutter Used for milling keyway, etc.
(4)Slot milling cutter and saw blade milling cutter Used for milling various slots, sides, step surfaces and saw breaks, etc.
(5) Special slot milling cutter for milling various special slot shapes, shaped slot milling cutter, half-moon key slot milling cutter, dovetail slot milling cutter, etc.
(6) Angle milling cutter for milling straight groove and spiral groove of tools, etc.
(7) Mold milling cutter is used for milling the convex and concave forming surface of various molds, etc.
(8) Group milling cutters Combine several milling cutters into a group of milling cutters for milling complex forming surfaces, surfaces of different parts of large parts and wide planes, etc.
Shovel tooth milling cutter: some milling that requires the original truncated shape to be maintained after regrinding the front, their back with shovel tooth form, including disc groove milling cutter, convex semicircle, concave semicircle milling cutter, double angle milling cutter, forming milling cutter, etc.
Contact: Jacky Wang
Phone: +86 14714816052
Tel: +86 14714816052
Email: jacky@cncnctools.com
Add: Floor 1, Shixi Industrial area, Canton, Guangdong, China. 510288
 Jacky
Jacky Jacky Wang
Jacky Wang